电动伺服压装缸 特点及其智能控制系统集成
在现代自动化制造与精密装配领域,电动伺服压装缸凭借其卓越性能,正逐步替代传统的气动、液压压装设备。其核心优势与智能控制系统的深度集成,共同构成了高精度、高柔性、智能化的压装解决方案。
电动伺服压装缸的核心特点
- 高精度与高重复性:采用伺服电机驱动滚珠丝杠或同步带,配合高分辨率编码器,可实现位移与压力的闭环控制。其压装精度可达微米级,重复定位精度极高,确保了产品质量的一致性,特别适用于精密零件的过盈配合、轴承压装等工艺。
- 过程参数全可控:在整个压装行程中,可实时、同步、精确地监控与记录压装力(压力)与位移(位置)曲线。用户可预设多种控制模式,如力控制、位移控制、力-位移混合控制等,实现对压装过程的精细化管理。
- 节能环保与低维护:仅在动作时消耗电能,无液压油泄漏污染风险,也无气动系统的空气压缩能耗与噪音问题。结构简单,维护成本远低于液压系统。
- 柔性化与智能化:程序化控制使其能轻松适应不同产品的压装参数(压力、速度、位置),换产时只需调用不同程序,极大提高了生产线的柔性。其数字化特性为与上层信息系统的集成奠定了基础。
智能控制系统的深度集成
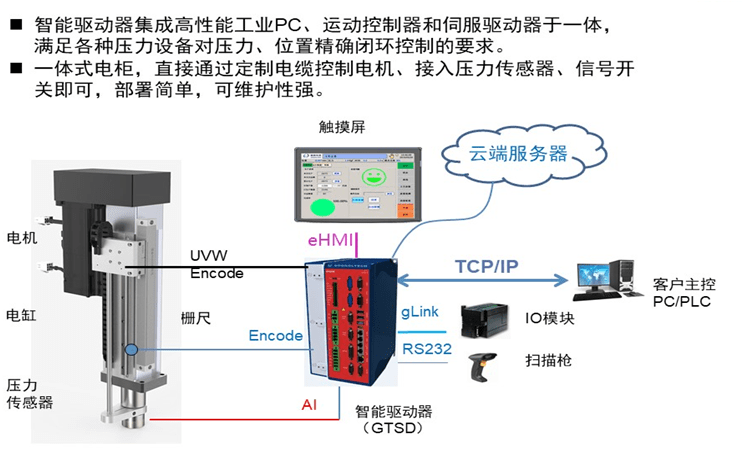
电动伺服压装缸的卓越性能,最终通过其智能控制系统得以完美释放。该控制系统通常采用分层架构,实现从底层驱动到上层管理的无缝衔接。
1. 核心控制层:伺服驱动器与运动控制器
- 伺服驱动器:负责接收控制指令,精确驱动伺服电机,实现快速响应和稳定运行。内置的PID算法确保对力与位置的精准跟随。
- 运动控制器(或PLC集成运动控制模块):作为系统大脑,执行用户编制的压装工艺程序。它处理来自编码器的位置反馈和力传感器的压力反馈,实现复杂的力-位移曲线控制、多段速控制及安全限位管理。
2. 过程监控与质量判定层
- 实时曲线监控:系统实时绘制并显示压力-位移(P-S)曲线、压力-时间(P-T)曲线等,操作者可以直观监控压装全过程。
- 在线质量判定:这是智能控制的核心。系统可预设合格产品的“窗口”曲线(公差带)。每次压装时,实时曲线会与“窗口”曲线进行自动比对。通过分析曲线特征,如峰值压力、贴合点、斜率变化等,系统能实时判断压装结果是否合格(如“过压”、“欠压”、“接触过早”等),并立即给出OK/NG信号,实现100%在线检测,杜绝不良品流出。
3. 数据管理与网络集成层
- 数据记录与追溯:所有压装过程的曲线和关键参数(最大压力、最终位置、判定结果等)均被自动存储,并可与产品序列号绑定,实现全过程数据追溯,满足航空航天、汽车等高要求行业的质控标准。
- 工业通信集成:控制系统通常标配以太网、PROFINET、EtherCAT、Modbus TCP等工业网络接口,可轻松集成到工厂的MES(制造执行系统)、SCADA(监控与数据采集系统)或工业物联网(IIoT)平台中。实现生产指令下发、状态监控、数据上传与分析,助力构建数字化车间。
- 人机交互(HMI):通过触摸屏提供友好的人机界面,方便参数设置、程序选择、手动操作、报警查看及历史数据查询。
###
电动伺服压装缸以其高精度、数字化和柔性化的特点,成为现代智能制造的理想执行单元。而与其深度集成的智能控制系统,则赋予了它“大脑”和“感官”,不仅实现了压装过程的精确控制与实时监控,更通过数据追溯、网络通信和在线质量判定功能,将单一的压装工位升级为智能制造网络中的一个智能节点。这种机电一体化的集成解决方案,极大地提升了装配质量、生产效率和整个制造系统的智能化水平,是工业4.0时代精密压装工艺的发展方向。
如若转载,请注明出处:http://www.lwsmzxt.com/product/17.html
更新时间:2026-06-19 01:40:26









